Planheitsprüfen von Lap-Plates
Was sind Lap Plate Flatness Control / Messgeräte und wie werden sie zur Lap Plate Flatness Control eingesetzt?
Eine wichtige Funktion beim Betrieb einer Läpp- oder Poliermaschine mit einer Plattenoberfläche, die während des Gebrauchs abgenutzt wird, besteht darin, Maschineneinstellungen vorzunehmen, um die Planheit der zu bearbeitenden Komponenten zu gewährleisten. Die einzige Möglichkeit, ein flaches Bauteil zu erhalten, besteht darin, sicherzustellen, dass die Überlappungsplatte über einen Abstand, der der maximalen Spannweite des Bauteils entspricht, entsprechend flach ist. Zusätzlich ist zu verstehen, dass die erhaltene Bauteilplanheit ein entsprechendes Spiegelbild der Lap-Platte über die Spannweite der geläppten Oberfläche der Bauteile ist; eine konvexe Platte erzeugt eine konkave Komponente und umgekehrt.
Die zur Erzielung einer bestimmten Ebenheit an einem Bauteil erforderliche Überlappungsplanheit wird durch die bauteiltechnische Planheitsspezifikation, die maximale Spannweite der geläppten Oberfläche des Bauteils und den Durchmesser der Überlappungsplatte bestimmt.
Gerade Kante
Eine geschliffene gerade Stahlkante ist ein Referenzwerkzeug, das häufig verwendet wird, um die Ebenheit der Lap-Platte zu messen. Die gerade Kante besitzt eine präzise abgeschrägte, flach geschliffene Kante mit einer Genauigkeit von .0004" maximaler Planheitsabweichung pro Fuß Länge. Die richtige Messtechnik ist die Verwendung einer geraden Kante, die die gleiche Länge wie der Durchmesser der Lap-Platte hat. Die Läppmaschine muss gestoppt, zwei Konditionierringe entfernt und eine schmale Spannweite, die sich direkt über die Mitte des Lapplattendurchmessers erstreckt, sorgfältig gereinigt werden. Die abgeschrägte Breitseite der geraden Kante wird dann auf die gereinigte Spannweite gelegt und aufrecht gestützt, während Seh- oder Fühlerlehren verwendet werden, um einen eventuell vorhandenen Spalt zwischen der Platte und der geraden Kante zu messen. Ein Spalt am Außendurchmesser der Lap-Platte zeigt eine konvexe Krümmung an, während das Spiel am Innendurchmesser eine konkave Krümmung bezeichnet.
Diese Lap-Plate-Messtechnik ist die ungenaueste, unproduktivste und arbeitsintensivste Methode. Ohne den Einsatz von Fühlerlehren wird keine Maßeinheit angegeben und dennoch ist der Spaltabstand nur annähernd.
Lapmaster bietet eine gerade Kante als Standardausrüstung mit allen einseitigen Lapmaster-Maschinen durch das Modell 36. Für Maschinen bis zum Modell 72 können gerade Kanten angeboten werden. Es wird sicherlich empfohlen, die Prüfdorn-Methode oder die Planheitsmessung an den großen Maschinen zu empfehlen, eine gerade Kante ist zu ungünstig und arbeitsintensiv für die Praxis.
Messing Prüfstecker
Ein Prüfstecker ist einfach ein Muster aus leicht zu bearbeitendem Messing, das zur Messung der Krümmung einer Lap-Platte dient. Diese Technik ist die genaueste (Auflösung der Messung sind Lichtbänder) und arbeitsintensivste Methode der drei gebräuchlichen Techniken zur Planheitsmessung von Lap-Plates. Bei dieser Technik wird der Prüfstecker so geläppt, dass er die genaue Krümmung der Lap-Platte aufweist, außer dass er sich in einem Spiegelbild befindet (eine konvexe Lap-Platte erzeugt konkave Komponenten und umgekehrt). Die ideale Methodik besteht darin, zwei Prüfstecker in einem Konditionierring zu schleifen, wobei die Stecker in einem Werkstückhalter diametral gegenüberliegend angeordnet sind. Dieser Zustand ermöglicht es den Stopfen, eine planetarische Drehung aufrechtzuerhalten und somit die wahre Ebenheitskontur der Lap Platten über die gesamte Landfläche am genauesten zu messen. Wenn ein einzelner Stopfen verwendet wird, dreht er sich in der Regel im Konditionierring um seine eigene Achse (keine Planetenrotation) und misst nur die Ringbahn, die er auf dem Lap-Plate-Landgebiet einnimmt.

Nachdem der Prüfstecker ausreichend an die Krümmung der Lap-Platte angepasst wurde, sollte er auf einem Polierstand mit 4/0 Schmirgelpapier gereinigt und poliert werden. Vier oder fünf Striche auf dem Papier genügen, um eine reflektierende Oberfläche zu erzeugen. Die Papierpolitur verändert die geläppte Planheit der Stopfen nicht, da durch das Polieren nicht genügend Material entfernt wird. Mit einem optisch flachen und monochromatischen Licht kann dann die Flachheit des Lichtbandes des Steckers gemessen werden.
Lapmaster bietet zwei Größen von Messing-Prüfstecker an, 3" Durchmesser bei 2-1/2" hoch und 6" Durchmesser bei 3-1/2" hoch. Beide Stopfen haben ein 1/2" Durchgangsloch, das mittig bearbeitet ist. Messing-Material wird verwendet, weil es weich ist, genügend Gewicht hat, um schnell zu überlappen, keine Verunreinigungen und Kratzer verursacht und gut sichtbare Interferenzstreifenmuster erzeugt.
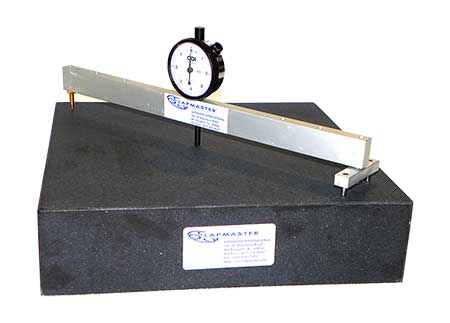
Planheitsmessuhr
Eine Planheitsmessuhr ist ein Messuhrinstrument zur Messung der Planheit von Lap-Plates. Es besteht aus einem Messkörper mit zwei Kontaktfüßen an einem Ende und einem höhenverstellbaren Fuß am anderen Ende. Diese drei Punkte dienen als Bezugsebene (die Geometrie definiert eine Ebene um drei Punkte) und eine vertikale Messuhr misst die positive oder negative Abweichung der Lap-Platten von der Bezugsebene. Dieses Gerät ist sehr komfortabel zu bedienen und liefert über die Messuhr einen Messwert. Die Auflösung der Anzeige beträgt .0001" Einheiten. Die Verwendung dieser Lehre beinhaltet das Anhalten der Maschine, das Entfernen eines Konditionierrings und das Reinigen einer linearen Spanne der Lap-Platte vom Außendurchmesser bis zur Senkbohrung der Lap-Platte. Das Messgerät muss auf Nullabweichung kalibriert und in radialer Ausrichtung auf die gereinigte Spannweite der Zwischenplatte ausgerichtet sein. Die positive (konvexe) oder negative (konkave) Planheitsabweichung wird auf dem Messgerät angezeigt.
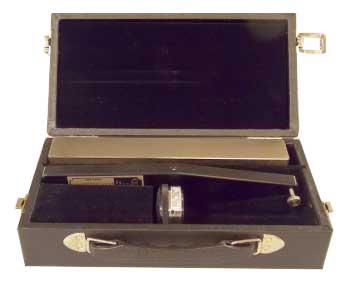
Lapmaster bietet drei Planheitsmessgeräte an, die komplett mit einem schützenden Tragekoffer und einem gehärteten, geschliffenen, geläppten und polierten Kalibrierblock geliefert werden. Das kleinste Messgerät verfügt über zwei Kontaktfußpositionen, um den Landabstand der Lap Plate (4.313" und 4.938") der Modelle 12 und 15 aufzunehmen, wird aber auch zur Messung der Maschine Modell 20 verwendet. Für die Standmodelle ist ein weiteres Größenmessgerät mit einer Spannweite von 9,328" erhältlich. Die letzte Lehre ist mit einer doppelten Einstellung der Kontaktpunkt-Spanne (6.812" und 7.312") zur Messung der Lap-Platten der doppelseitigen Läppmaschinen LSP-6 und LSP-9 ausgestattet.